I have own several printers and the ripple effect always appears on most of my print.
How to get rid of it ?
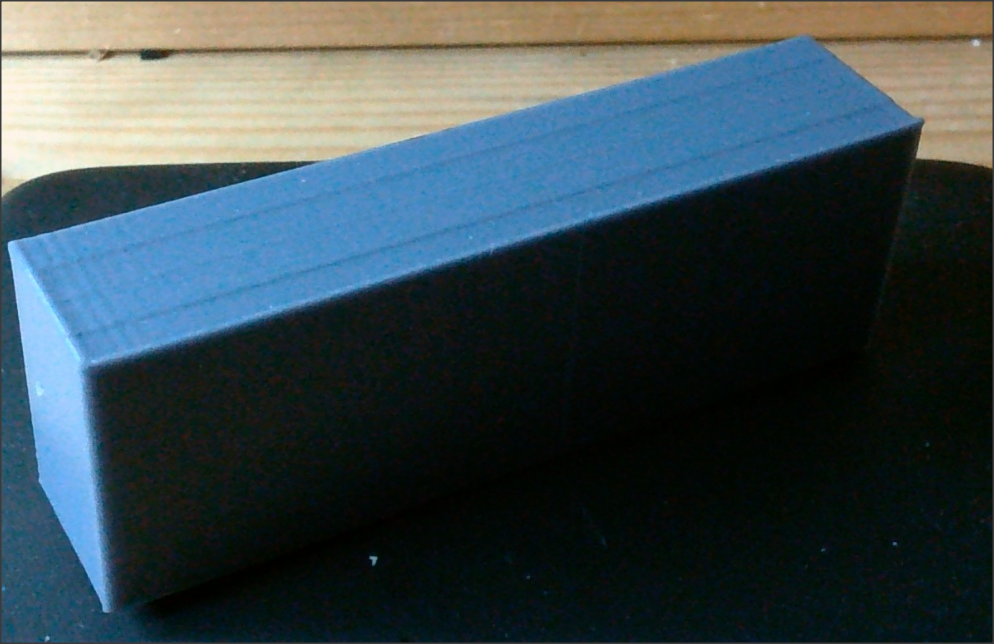
The ripple or vibration or shadow effect looks like this:
Look on the surface where it is bright, do you see all this little waves ? They are vertically aligned. The surface should be perfectly flat and clean.
This test has been printed with my last printer, home made, see TevoTarantula in an earlier post.
Thanks to "megablue" who did post this very demonstrative test. You can find it here on
thingiverse.
To remove this effect, I tried several things: switch from delta (the worse for ripple effect) to Prusa, change rods on OboXL3D (big ultimaker like), switch from bowden extruder to direct, switch from Direct to the E3D Titan Aero...
Here is the list, mechanical, electronic and settings:
- belt tension
- axis movement softness
- remove any play
- replace motor (Nema 17 1.8° and 0.9° per turn)
- stepper driver (A4988, DRV8825, TMC2100)
- various electronic boards (Mks base 1.3, MKS base 1.5, MKS SBASE, Arduino + Ramps, etc...)
- frame: delta(Kossel XL), ulimatker like, Tarantula Tevo (prusa), Minifab, Anet 3d(prusa), TevoTitan(prusa)
- bowden to Direct extruder
- Direct extruder to Titan Aero

Settings:
- decrease X, Y acceleration
- decrease X, Y jerk
- Increase E jerk
- increase E acceleration
- reduce X,Y max speed





My last print improved, even if not perfect. What I changed ? Filament mainly...
Here is the result:

So to conclude, it seems that the best solution is still to reduce speed as much as possible, and avoid abrupt acceleration as much as possible, because the extrusion can't handle it quick enough..
Do not hesitate to post a comment below if you want, there is may be a good solution to make technical parts looks better.